
Покраска узлов и агрегатов к спецтехнике - сложный и трудоемкий процесс, результат которого во многом зависит от качества используемого оборудования. С приобретением прогрессивного оборудования растет производительность операций окрашивания, снижается энергопотребление, оптимизируется труд рабочих, уменьшаются вредные выбросы при сохранении на предприятии высокой степени пожаробезопасности.
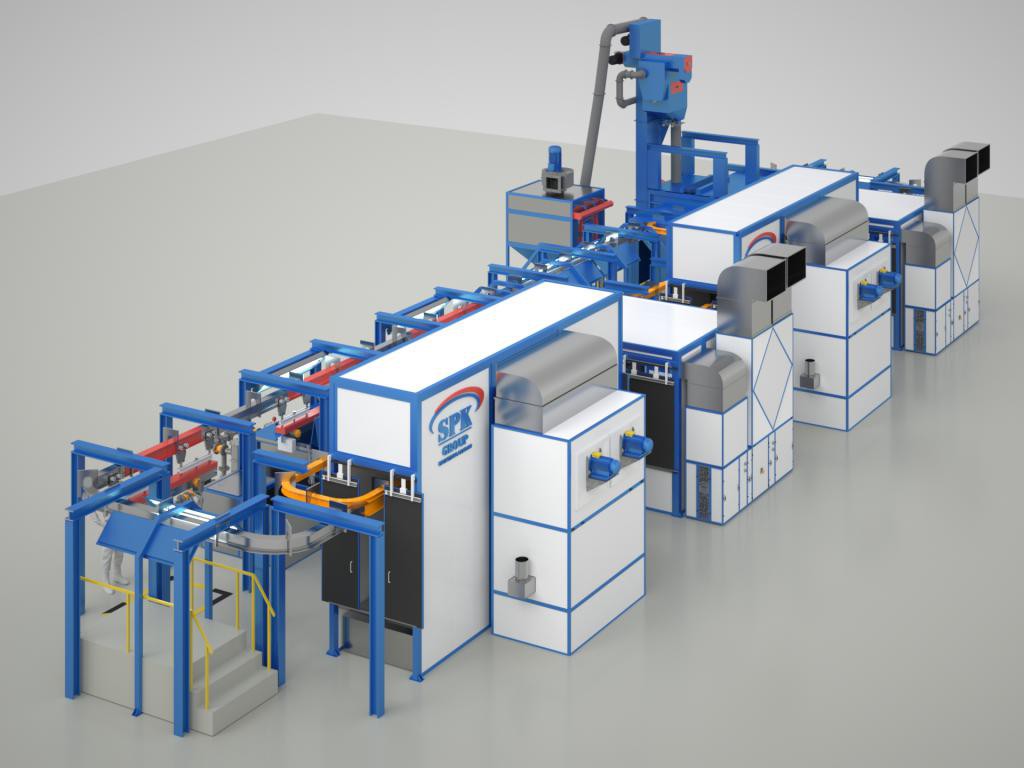
В условиях спроса на оборудование для окраски крупногабаритных узлов и механизмов сельскохозяйственной техники разработана высокотехнологичная линия подготовки и окраски “SPK”.
Линия подготовки и окраски предназначена для химической и механической подготовки поверхности и дальнейшей окраски изделий в два слоя.
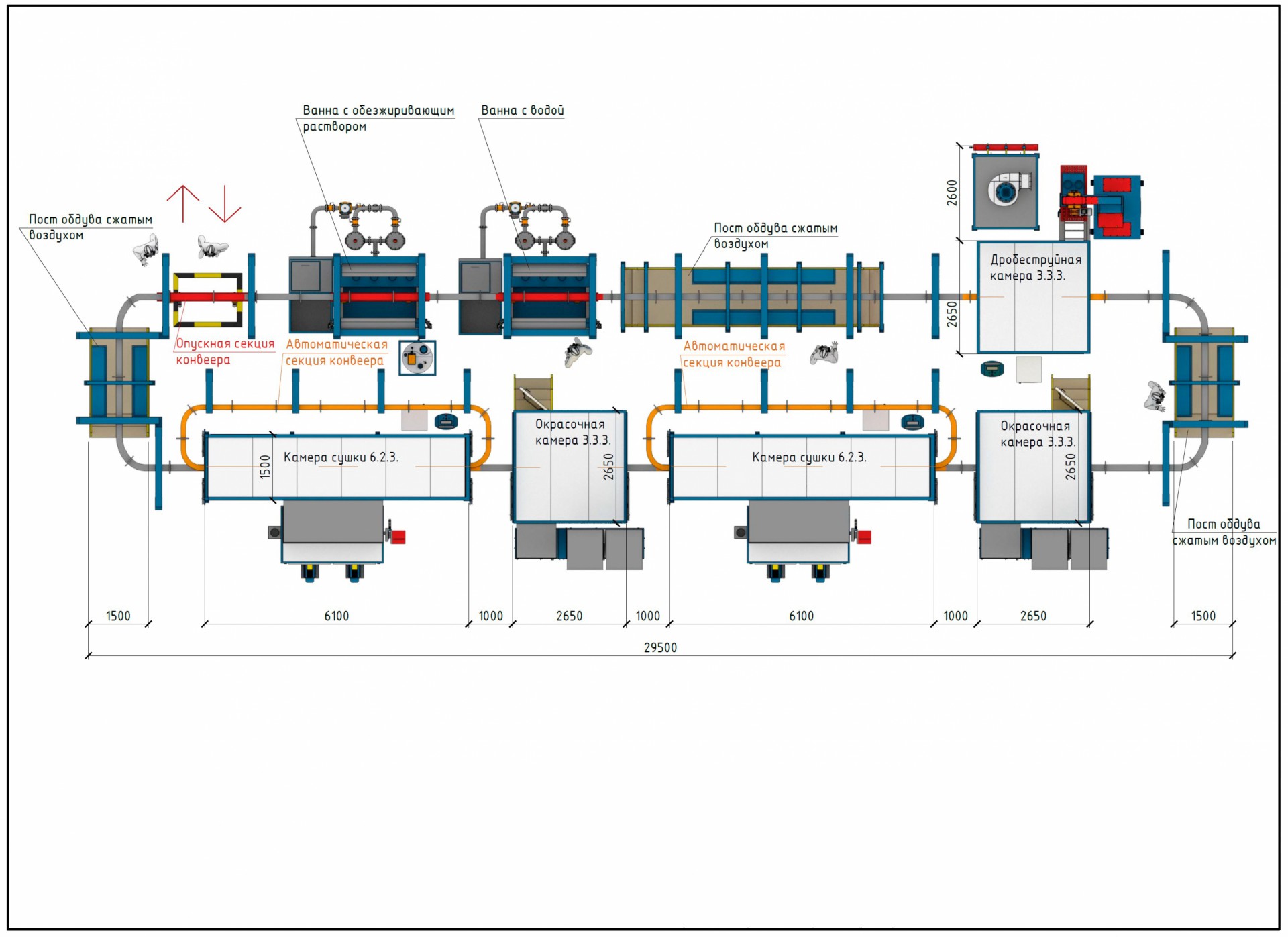
Линия включает в себя следующие технологические операции:
- Загрузка изделия на линию с помощью опускной секции ручного конвейера (ручной участок конвейера с опускной секцией).
- Обезжиривание изделия щелочным раствором в ванне (до 60 гр.С) (ручной участок конвейера с опускной секцией).
- Промывка изделия горячей водой в ванне (до 60 гр.С) (ручной участок конвейера с опускной секцией).
- Сушка изделия с помощью ручного обдува сжатым воздухом (ручной участок конвейера).
- Автоматическая дробемётная обработка изделия (автоматический участок конвейера).
- Зона маскировки изделий перед процессом грунтования (ручной участок конвейера).
- Нанесение грунтовочного покрытия ручным способом (ручной участок конвейера).
- Автоматическая сушка покрытия грунта (до 60 гр.С) (автоматический участок конвейера).
- Нанесение финишного покрытия ручным способом (ручной участок конвейера).
- Автоматическая сушка покрытия грунта (до 60 гр.С) (автоматический участок конвейера).
- Зона снятия маскировки (ручной участок конвейера).
- Снятие изделия с линии (осуществляется в зоне «загрузки изделий»).
Линия предназначена для обработки крупногабаритных узлов и механизмов сельскохозяйственной техники со следующими характеристиками:
- Максимальные габариты изделия (ДхШхВ): 1228 х 836 х 643 мм.;
- Мелкие изделия завешиваются на паллетах;
- Максимальный вес изделия - 250 кг.
КРАТКОЕ ОПИСАНИЕ РАБОТЫ ЛИНИИ
Завеска изделий осуществляется в зоне «Загрузки/разгрузки» с помощью опускной секции конвейера – Элеватора.
Далее оператор в ручном режиме перемещает изделие по конвейеру к «Ванне Обезжиривания». С кнопки на стойке конвейера оператор открывает крышку ванны и с помощью опускной секции конвейера погружает изделие в горячий щелочной раствор. Температура раствора – до 60 гр.С. Температура задаётся с общего пульта управления и поддерживается электрическими водонагревателями. Ванна выполнена из нержавеющей стали с утеплением и оборудована системой циркуляции с двухступенчатой фильтрацией раствора, скиммером-маслоуловителем, ёмкостью для дозирования концентрата и кранами пополнения водой и слива раствора.
Далее оператор с кнопки управления поднимает секцию конвейера вместе с изделием, осуществляется стекание. Далее в ручном режиме по ручному конвейеру изделие перемещается к «Ванне Промывки». Аналогичным образом открывается крышка ванны и изделие на опускной секции погружается в ванну с промывной водой. Вода нагрета до температуры +60 гр.С. Температура может регулироваться с пульта управления и поддерживается с помощью электрических ТЭНов. Ванна выполнена из нержавеющей стали с утеплением и оборудована системой рециркуляции раствора с двухступенчатыми фильтрами, клапанами пополнения и слива воды.
Далее изделие в ручном режиме перемещают на пост продувки от капельной влаги, где с помощью сжатого воздуха тщательно продувают все ровные поверхности и скрытые полости. На Пункте продувки установлено освещение и точки подготовки сжатого воздуха.
После того, как изделие высушено, его в ручном режиме перемещают к автоматическому участку конвейера на участке дробемётной обработки. На автоматическом участке конвейера изделие движется с заданной скоростью через Дробемёт.
В дробемёте осуществляется полностью автоматическая обработка изделия дробью, до степень Sa2,5 по ГОСТ Р ИСО 8501-1-2014. Дробь подаётся через турбины со скоростью до 60 м/с. Установка автоматически собирает (с помощью продольных и поперечного шнека, поднимает с помощью элеватора) и рекуперирует дробь (очистка от крупных частиц и мелкой пылевой взвеси). Перед и после дробемёта установлены промежуточные камеры с дробеотбойными ламелями, что бы предотвратить попадание дроби в цех.
После того как изделие прошло в автоматическом режиме дробемёт, оно попадает на ручной участок конвейера и в ручном режиме перемещается на пост обдува и маскировки.
На данном посте изделие очищают от следов пыли, маскируют необходимые элементы, подготавливают к дальнейшей грунтовке. Пост снабжён освещением и точками подготовки сжатого воздуха.
Далее в ручном режиме изделие перемещается в «камеру Грунтовки», где одним оператором воздушным методом наносится ЛКМ. В камере Грунтовки предусмотрена Приточно-вытяжная вентиляция, нагрев уличного воздуха, рекуперация тепла с эффективностью 53%. Приточный и вытяжной воздух фильтруется. Так же обеспечено освещение 1000 Лк. Камера снабжена автоматической установкой пожаротушения.
Далее изделие в ручном режиме перемещается на автоматический тактовый конвейер камеры Сушки. В камере сушки обеспечивается автоматическая сушка ЛКП при температуре до +60 гр.С. температура сушки задаётся с общего пульта управления. Изделие находится в камере сушки заданное количество времени, которое устанавливается с общего пульта управления. Одновременно в камере Сушки может находиться до трёх изделий. Нагрев воздуха обеспечивается с помощью газового рециркуляционного агрегата. Камера снабжена автоматической установкой пожаротушения.
Далее в ручном режиме изделие перемещается в «камеру финишной окраски», где одним оператором воздушным методом наносится ЛКМ. В камере финишной окраски предусмотрена приточно-вытяжная вентиляция, нагрев уличного воздуха, рекуперация тепла с эффективностью 53%. Приточный и вытяжной воздух фильтруется. Так же обеспечено освещение 1000 Лк. Камера снабжена автоматической установкой пожаротушения.
Далее изделие в ручном режиме перемещается на автоматический тактовый конвейер камеры Сушки. В камере сушки обеспечивается автоматическая сушка ЛКП при температуре до +60 гр.С. температура сушки задаётся с общего пульта управления. Изделие находится в камере сушки заданное количество времени, которое устанавливается с общего пульта управления. Одновременно в камере Сушки может находиться до трёх изделий. Нагрев воздуха обеспечивается с помощью газового рециркуляционного агрегата. Камера снабжена автоматической установкой пожаротушения.
После Финишной сушки изделие в ручном режиме перемещается в пост снятия маскировки. Пост снабжён освещением.
Далее изделие в ручном режиме перемещается в зону pавески/снятия и опускается с помощью опускной секции конвейера.
Окрасочная линия отвечает самым высоким требованиям, предъявляемым к производственному процессу.

Коммерческий отдел
aap@spk-group.pro
8 800 500 31 68
aap@spk-group.pro
8 800 500 31 68
Линия подготовки и покраски SPK для спецтехники
Цена по запросу
Контроль качества продукции
на каждом этапе производства
Коммерческий отдел
aap@spk-group.pro
8 800 500 31 68
aap@spk-group.pro
8 800 500 31 68
Мы гордимся, что создали современное производство в
сегменте покрасочного оборудования. Это
подтвержают конкуренты и партнеры, которые были
в наших цехах.
Площадь нашего производства 4200 м2 - это самое
большое производство покрасочных линий в России.
Мы считаем, что хорошие условия изготовления дают
хорошее качество продукции, а это точно
действительно важно для вас.
SPK GROUP, располагая всеми необходимыми
ресурсами, производит нестандартное
оборудование под индивидуальные потребности
производственных предприятий, для
технологических нужд конкретного производства с
требуемыми габаритами, параметрами и другими
характеристиками.
вопросы
изделия до внутренних стен (внутренние
размеры камеры)?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
озвученных габаритов и конструктивных
особенностей?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
заявки?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
направленный поток воздуха?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
изделия до внутренних стен (внутренние
размеры камеры)?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
озвученных габаритов и конструктивных
особенностей?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
заявки?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
направленный поток воздуха?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
ПРОЕКТОВ
ПРОИЗВОДСТВ
НОЙ ЭНЕРГИИ
Оставьте заявку онлайн
и мы свяжемся с вами
в ближайшее время