


Техническое задание на разработку камеры окраски для троллейбусов
1. Цель разработки технического задания
Цель: покупка, установка и ввод в эксплуатацию окрасочно-сушильной камеры, которая применяется для нанесения защитных покрытий на поверхности кузовов и деталей троллейбуса.
2. Предмет технического задания и область применения
Данное техническое задание предназначено для подготовки технико-коммерческого предложения на проектирование, разработку и поставку окрасочно-сушильной камеры для покрасочного комплекса по нанесению защитных покрытий на поверхности кузовов и деталей троллейбуса, с обеспечением ее ввода в промышленную эксплуатацию, услуг по шеф-монтажу и шеф-наладке.
В своих предложениях Изготовитель назначает сроки изготовления оборудования, срокишеф-монтажа и шеф-наладки.
Год выпуска оборудования: новое, не позднее 2016г.
3. Сортамент готовой продукции
Линия - окраски кузовов
|
Параметры |
Значение |
|
Максимальные размеры детали (Д×В×Ш) |
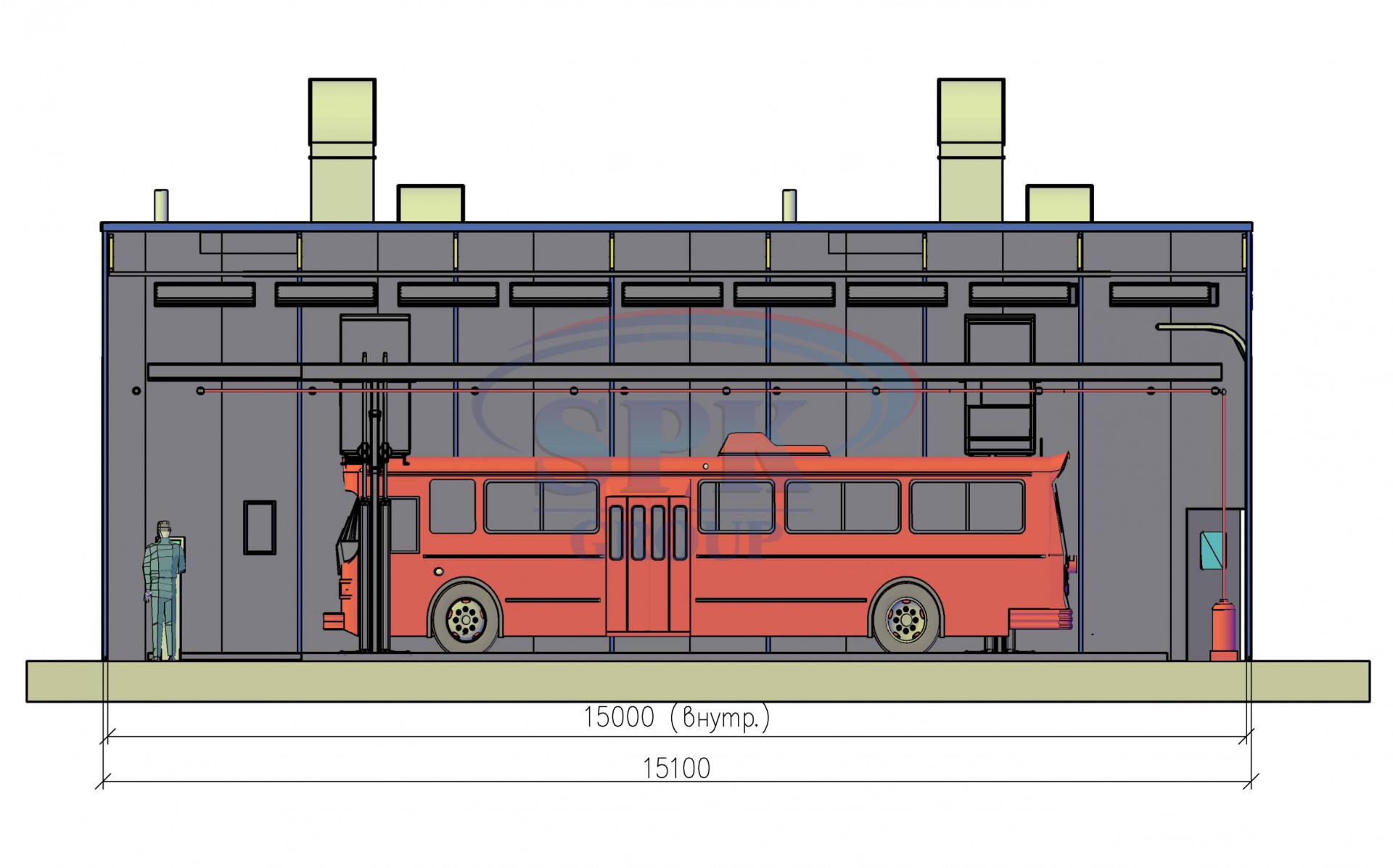
12300 × 3000 × 2500 мм |
|
Максимальный вес деталей |
5000 кг |
|
Макс. окрашиваемая поверхность одной детали |
220м2 |
|
Материал окрашиваемых деталей |
полиэфирный стеклопластик, холоднокатаная, горячекатаная, оцинкованная сталь, алюминий. |
|
Толщина применяемой стали |
0,9 – 4,0 мм |
|
Уровень сложности конструкции |
I |
4. Общие данные: производительность и режим работы
Энергоносители
|
Наименование |
Значение |
|
Природный газ |
P=0,5 кг/см 690 м³/час |
|
Электроэнергия |
от ТП-314,312 с P=2000кВА |
|
Вода техническая |
24 000 |
|
Канализация |
10 200 |
|
температура вне помещения цеха |
-30°С— +40°С |
|
температура в помещении цеха |
+5°С — +35°С |
|
давление сжатого воздуха в сети |
5-6 атм. |
5. Основные технические характеристики исходных заготовок и применяемых технологических материалов
- металлический профиль;
- труба;
- лист оцинкованный.
Используемые лакокрасочные материалы:
- органоразбавляемые и вододисперсионные однокомпонентные мастики;
- органоразбавляемые двухкомпонентные ЛКМ;
- антисиликоновое чистящие средство;
- шпатлевка универсального назначения;
- предусмотреть возможность перехода на вододисперсионные ЛКМ.
6. Основные технические требования к готовой продукции
Технические требования
|
Наименование показателя |
Значение |
|
Внешний вид стеклопластиковых панелей облицовки кузова |
должны быть без трещин, морщин, раковин, вздутий |
|
Внешний видсварных швов |
должны быть зачищены заподлицо с основным металлом |
|
Ступенчатость элементов облицовки |
не более 3 мм |
|
Несовпадение кромок и обводов элементов облицовки |
не более 3мм |
Технические требования, предъявляемые к ЛКП
|
Наименование показателя |
Значение |
|
Тип пленки финишного покрытия |
акрил-полиуретан, полиуретан |
|
Толщина финишного покрытия |
не менее 40-60 мкм |
|
Внешний вид покрытия финишного покрытия |
После высыхания ЛКП должно быть гладким, однородным, без пор, морщин, подтеков и посторонних включений |
|
Глянец (угол 60) |
не менее 90% |
|
Преемственность декоративных показателей (цвет, глянец) |
Соответствие эталону или каталогу RAL |
|
Твердость ЛКП по маятниковому прибору |
не менее 0,40 |
|
Прочность системы ЛКП при ударе по прибору У-1А ГОСТ 4765 |
не менее 40 |
|
Адгезия баллы ГОСТ 15140 |
не более 1 |
|
Стойкость системы покрытий к воздействию соляного тумана |
не менее 400 ч |
|
Стойкость системы покрытий к воздействию индустриального масла при температуре + 20 0С ГОСТ 9.403 |
не менее 72 |
|
Класс покрытия |
не ниже 3 |
|
Содержание антикоррозионных наполнителей в системе |
да
|
|
Подложки пригодные для нанесения системы |
Сталь, оцинкованная сталь, пластик, фанера, полиэфирные шпатлевки, алюминий |
|
Эластичность пленки при изгибе ГОСТ 6806 |
1 мм |
|
Стойкость к воздействию переменных температур от -30 0С до +60 0С по ГОСТ 9.407-84 |
Не менее 10 циклов (внешний вид – без изменений, адгезия 1 балл) |
|
Декоративные свойства системы (в условиях климата УХЛ 1) по ГОСТ 9.401-91 должны оцениваться баллом АД1 |
не менее 75 циклов |
|
Общая толщина системы покрытий для металлических подложек |
не менее 110 мкм |
|
Система защитно-декоративного покрытия должна соответствовать (в части защитных свойств) международному стандарту |
ISO 12944-5 |
|
Категория коррозионной стойкости (не ниже) ISO 12944 Таблица 1. |
С3 средняя |
7. Технологический процесс и краткое описание
Изделия из стали, стали оцинкованной, полиэфирного стеклопластика:
- грунтовка деталей в 2 слоя, толщиной покрытия 50-60 мкм;
- сушка лакокрасочного покрытия при температуре 50-60°С на протяжении 30-40 минут;
- охлаждение;
- покраска деталей в 2 слоя методом пневматического распыления, толщиной покрытия 40-60 мкм;
- сушка лакокрасочного покрытия при температуре 50-60°С в течение 30-40 минут;
- охлаждение.
8. Требования к ОСК
- корпус камеры необходимо изготовить из оцинкованной стали с теплоизоляцией, обеспечивающей минимальные потери тепла;
- изнутри камера должна быть покрашена в матовый белый цвет;
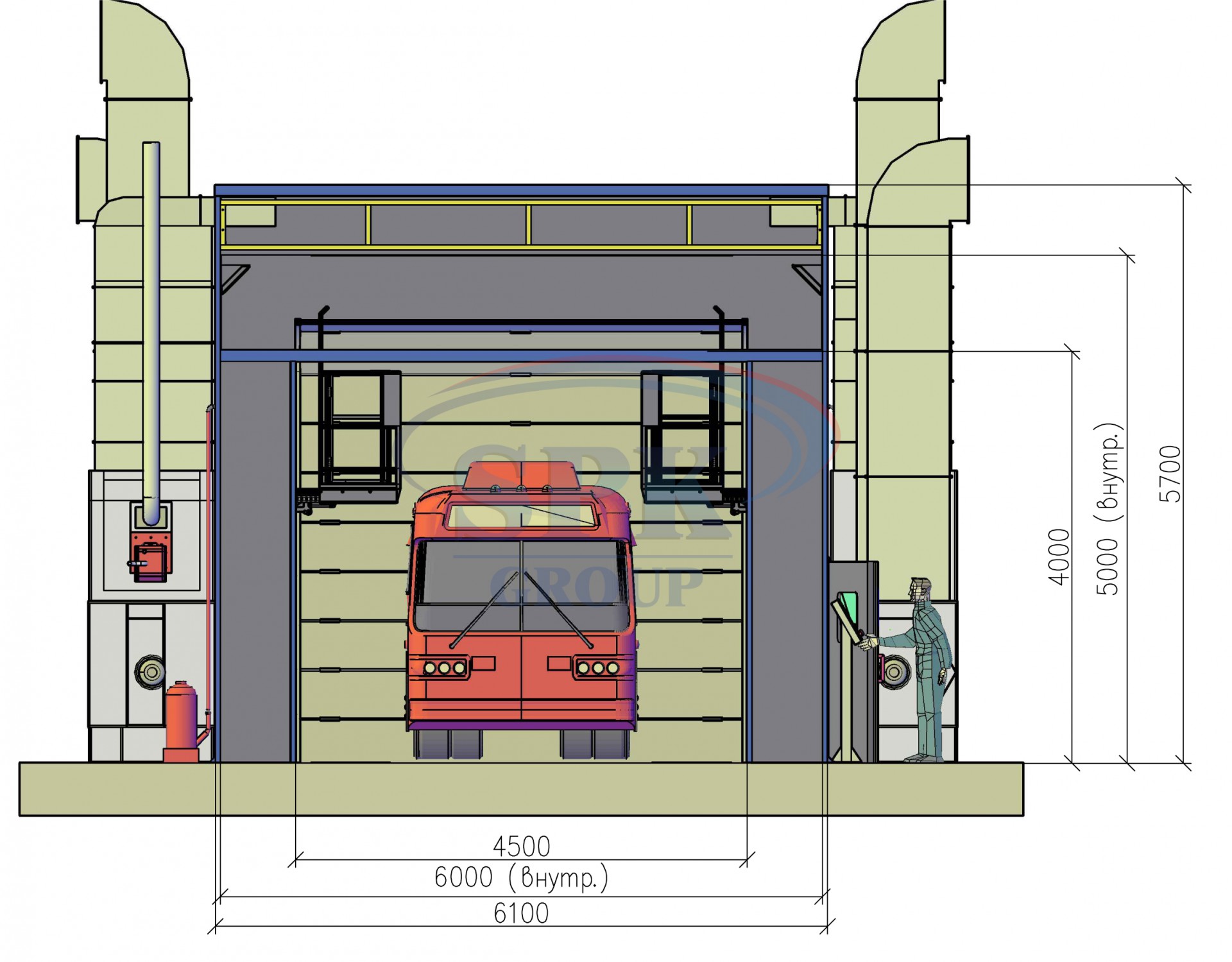
- необходимо установить пневматические лифты (2 шт.) для рабочих мест ручной окраски кузова;
- камера должна быть изготовлена проходного типа с верхним и нижним притоком или боковым отсосом;
- необходимо предусмотреть очистку приточного воздуха с помощью сухих фильтров с учетом покраски не ниже 3-го классу покрытия;
- следует предусмотреть удобную и быструю смену потолочных фильтров;
- требуется установить автоматический контроль параметров работы ОСК;
- нужно предусмотреть удобный доступ для проведения работ по техническому обслуживанию ко всем требуемым частям каждого комплекса;
- материал, из которого изготовлен корпус ОСК, должен обеспечивать удобную и быструю очистку от осевшего лакокрасочного покрытия;
- следует предусмотреть плоскую конфигурацию осветительного оборудования;
- необходимо предусмотреть освещение внутри камеры (потолочное и боковое) в соответствии с нормами освещенности;
- требуется предусмотреть возможность поддержания в ОСК температуры воздуха в пределах 15 — 25°С при помощи системы отопления;
- необходимо обеспечить нагрев воздуха до 60°С;
- температура наружных стенок ОСК должна составлять не больше +40 °С;
- следует предусмотреть систему приточно-вытяжной вентиляции;
- необходимо предусмотреть систему фильтрации воздуха, поступающего в сушильную камеру;
- требуется предусмотреть автоматический контроль и поддержание температуры воздуха с выдачей показания на пульт управления линией, обеспечить необходимую температуру сушки;
- газовые горелки должны быть сертифицированы;
- система автоматического пожаротушения должна быть установлена на базе модулей порошкового пожаротушения.

Коммерческий отдел
aap@spk-group.pro
8 800 500 31 68
aap@spk-group.pro
8 800 500 31 68
Проходная покрасочно-сушильная камера для троллейбусов SPK-15.6.5
Цена по запросу
Контроль качества продукции
на каждом этапе производства
Коммерческий отдел
aap@spk-group.pro
8 800 500 31 68
aap@spk-group.pro
8 800 500 31 68
Мы гордимся, что создали современное производство в
сегменте покрасочного оборудования. Это
подтвержают конкуренты и партнеры, которые были
в наших цехах.
Площадь нашего производства 4200 м2 - это самое
большое производство покрасочных линий в России.
Мы считаем, что хорошие условия изготовления дают
хорошее качество продукции, а это точно
действительно важно для вас.
SPK GROUP, располагая всеми необходимыми
ресурсами, производит нестандартное
оборудование под индивидуальные потребности
производственных предприятий, для
технологических нужд конкретного производства с
требуемыми габаритами, параметрами и другими
характеристиками.
вопросы
изделия до внутренних стен (внутренние
размеры камеры)?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
озвученных габаритов и конструктивных
особенностей?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
заявки?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
направленный поток воздуха?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
изделия до внутренних стен (внутренние
размеры камеры)?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
озвученных габаритов и конструктивных
особенностей?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
заявки?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
направленный поток воздуха?
Справа и слева от изделия – не менее 1500 мм,
сзади и спереди – не менее 1000 мм.
ПРОЕКТОВ
ПРОИЗВОДСТВ
НОЙ ЭНЕРГИИ
Оставьте заявку онлайн
и мы свяжемся с вами
в ближайшее время